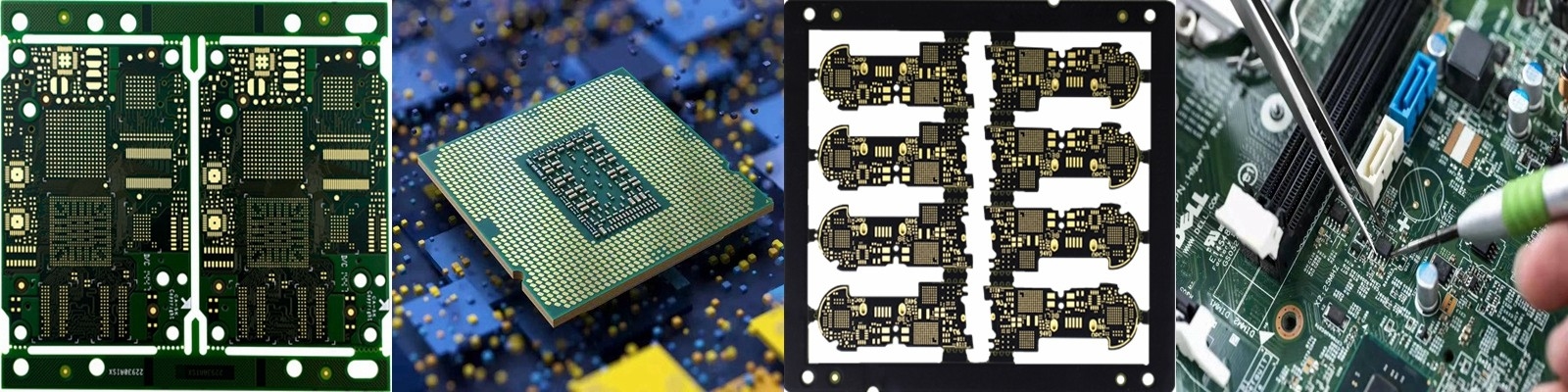
産業電源はPCB重い4 OZの銅の厚さ高いTGの材料を使用した
主な特長:
2.5mmの1つの6層FR4の基質のプリント基板。
各層の2重い銅は、銅の厚さ4OZ 120UMである。
3つは露出された銅のパッドの表面のtreament液浸の金である。
4 Silscreen色は白い。
5つのはんだのマスク色は緑である。
6 GerberファイルかPCBファイルはPCBの生産のために必要である。
使用される7つのUPS区域。
8 FR4材料: S100-2高いTGの程度
S1000-2物質的なデータ用紙:
| S1000-2 |
| 項目 |
方法 |
条件 |
単位 |
典型的な価値 |
| Tg |
IPC-TM-650 2.4.25 |
DSC |
℃ |
180 |
| IPC-TM-650 2.4.24.4 |
DMA |
℃ |
185 |
| Td |
IPC-TM-650 2.4.24.6 |
5%の重さの損失 |
℃ |
345 |
| CTE (Z軸) |
IPC-TM-650 2.4.24 |
Tgの前 |
ppm/℃ |
45 |
| Tgの後 |
ppm/℃ |
220 |
| 50-260℃ |
% |
2.8 |
| T260 |
IPC-TM-650 2.4.24.1 |
TMA |
分 |
60 |
| T288 |
IPC-TM-650 2.4.24.1 |
TMA |
分 |
20 |
| T300 |
IPC-TM-650 2.4.24.1 |
TMA |
分 |
5 |
| 熱圧力 |
IPC-TM-650 2.4.13.1 |
288℃のはんだのすくい |
-- |
100S薄片分離無し |
| 容積抵抗 |
IPC-TM-650 2.5.17.1 |
湿気抵抗の後 |
MΩ.cm |
2.2 x 108 |
| E-24/125 |
MΩ.cm |
4.5 x 106 |
| 表面の抵抗 |
IPC-TM-650 2.5.17.1 |
湿気抵抗の後 |
MΩ |
7.9 x 107 |
| E-24/125 |
MΩ |
1.7 x 106 |
| アーク抵抗 |
IPC-TM-650 2.5.1 |
D-48/50+D-4/23 |
s |
100 |
| 絶縁破壊 |
IPC-TM-650 2.5.6 |
D-48/50+D-4/23 |
kV |
63 |
| 消滅の定数(Dk) |
IPC-TM-650 2.5.5.9 |
1MHz |
-- |
4.8 |
| IEC 61189-2-721 |
10GHz |
-- |
— |
| 誘電正接(Df) |
IPC-TM-650 2.5.5.9 |
1MHz |
-- |
0.013 |
| IEC 61189-2-721 |
10GHz |
-- |
— |
| 皮強さ(1Oz銅ホイル) |
IPC-TM-650 2.4.8 |
|
N/mm |
— |
| 熱圧力288℃の後、10s |
N/mm |
1.38 |
| 125℃ |
N/mm |
1.07 |
| Flexural強さ |
LW |
IPC-TM-650 2.4.4 |
|
MPa |
562 |
| CW |
IPC-TM-650 2.4.4 |
|
MPa |
518 |
| 吸水 |
IPC-TM-650 2.6.2.1 |
E-1/105+D-24/23 |
% |
0.1 |
| CTI |
IEC60112 |
|
評価 |
PLC 3 |
| 燃焼性 |
UL94 |
C-48/23/50 |
評価 |
V-0 |
| E-24/125 |
評価 |
V-0 |
FAQ:
Q1:はんだの変化は何であるか。私達はなぜそれを使用するか。
A1: はんだの変化はプリント基板に電子部品をはんだ付けするとき化学的清浄の代理店使用したである。それは両方で手動に手はんだ付けすること、またPCBの契約製造業者によって使用される異なった自動化されたはんだ付けするプロセス使用される。
プリント基板は通常酸化できる銅の跡を備えている汚染されて乾燥するか、または得るために露出されたとき板を扱っている間。これはよいはんだの接合箇所の形成を防ぐことができる。板がはんだ付けする前に変化ときれいになることこの汚染を取除きことは、酸化を避けることは、重大である。変化が板からこれらの酸化物および他の不純物を取除き、取除くのに使用することができる。
物理的に、はんだの変化は固体、半固体、または液体のどちらである場合もある。それは通常瓶/錫/缶でのりとして利用できる。それはびんで液体としてまた利用できる。変化ペンが一般に変化を適用するのに時手のはんだ付けすること使用されている。
頻繁にほとんどは、はんだの変化接着剤そっくりの化合物の性質として利用でき、退潮プロセスまでの部品を握るために責任がある。変化はまたはんだ付けすることの間にre-oxidationから金属表面を保護する。変化は溶解したはんだの流量特性を改善するために添加物を含み、板のwettingでこうして助ける。
変化の部門
電子産業の標準に従って、J-STD-004のはんだの変化は構成、活動(強さ)、halide活性剤の存在または欠乏に基づいて3つの主要な部門に分類することができる。
1. ロジンおよびロジンの代理:ロジンの変化は電装品に使用する共通の変化の最も古いそしてまだ1つである。これらの変化は松の木のエキスから得られる。ロジンの変化は熱されたときだけだけ室温でほぼ不活性、なる活動的にである。
2. 水溶性、か有機酸の変化:有機酸の変化は水溶性で、水およびそれ故に名前ときれいになることができる。これらの変化は電気回路をはんだ付けするために最も一般的である。それは電気鉛の酸化を非常にすぐにきれいにする。
3. 非きれい:これらの変化は固体残余の樹脂そしてさまざまなレベルとなされる。名前に従って、これらの変化はほとんどクリーニングを要求する。
変化はいかに適用されるか。
はんだの変化は使用されるはんだ付けするプロセスに基づいていくつかの方法で板で適用することができる。
手動に手はんだ付けすること:はんだの変化ははんだのペンを使用して手動で適用することができるまたは多くの場合変化ははんだワイヤーまたははんだ棒の内で混合されない。変化がはんだの中で混合されれば、はんだごてが付いている表面にワイヤーを単に熱することは十分である。また、変化ははんだを加える前の板の表面で均等に広げることができる。
波のはんだ付けすること:この場合、変化ははんだの波を通って行くそれ前に板で吹きかかる。、変化がはんだ付けされる部品をきれいにすれば。これは形作った酸化物の層を取除く。板が腐食性のタイプの変化を使用すれば、板は変化が適用される前に前処理によって行かなければならない。
退潮はんだ付けすること:はんだの退潮プロセスに使用するはんだの変化は金属のはんだの粘着性がある変化そして小さい球で構成されるのりである。はんだののりは金属のはんだの粒子およびパテの一貫性がある粘着性がある変化から成っている粉の組合せである。それらは一般に50/50の比率として混合されている。
ここでは、変化はだけでなく、不純物および酸化のはんだ付けする表面のクリーニングの通常の仕事をするが、また表面の台紙の部品を握る一時的な接着剤を提供する。
選択的なはんだ付けすること:変化はそれに吹きかけること、またはより精密な低下のジェット機 プロセスを使用することによって適用される。精密な低下ジェット機 プロセスはoversprayなしで位置を目標とする変化の適用である。
はんだ付けする変化クリーニング
はんだ付けするプロセスが終われば、板をきれいにし、不必要な変化残余を取除くことは重大である。変化残余は板の性能に影響を与え、電気短絡をもたらすことができる。はんだ付けすることの後できれいになる必要があるのための変化の場合にはまたは腐食性である変化、溶剤清浄化か水様の洗剤は使用することができる。腐食性問題から離れて非きれいな変化の残余はPCBのテスト、光学点検装置およびある敏感な電子部品と干渉できる。一般に、変化残余を可能な限りきれいにすることが最善である。
あらゆる固体はんだの接合箇所のための完全なはんだ付けするプロセスははんだおよび変化が両方含まれている。変化の目的は表面を準備し、はんだ付けすることの間に表面を保護することである。変化ははんだ付けすることの統合された一部分であり、適用は全体のプロセスの重要部分である。

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。